
Высококачественная петля для холодильника от производителя
2026-05-23
- Почему стандартные петли для холодильника выходят из строя раньше срока
- Критические параметры выбора: от материала до сертификации
- Сравнение типов конструкций: пружинные vs инерционные механизмы
- Типичные ошибки монтажа и их влияние на гарантию
- Часто задаваемые вопросы
- Как обеспечить долгосрочную надежность вашего оборудования
Почему стандартные петли для холодильника выходят из строя раньше срока
В нашей практике замены компонентов для промышленного холодильного оборудования мы регулярно сталкиваемся с одной и той же проблемой: дверь тяжелого морозильника начинает провисать уже через 18–24 месяца эксплуатации. Основная причина кроется не в весе двери, а в усталости металла верхней и нижней усиливающих пластин. Когда петля для холодильника изготовлена из стали низкой марки или имеет недостаточную толщину штамповки, ось крепления постепенно деформируется под циклическими нагрузками открывания и закрывания. Это приводит к перекосу уплотнителя, потере герметичности камеры и, как следствие, к росту энергопотребления компрессора на 15–20%. Мы видели случаи, когда экономия $0.5 на комплектующих оборачивалась для производителя бытовой техники рекламациями на сумму свыше $50,000 из-за партий бракованных устройств.
Решение лежит в плоскости строгого контроля материалов и геометрии детали. Использование холоднокатаной стали толщиной не менее 2.5 мм для ответных планок и применение цинкового покрытия толщиной 8–12 мкм позволяют увеличить ресурс узла до 10 лет без люфтов. Важно понимать, что простая замена петли часто не решает проблему, если не усилено само место крепления к корпусу. Именно поэтому ООО Циндао Минда Точная промышленность интегрирует в свою производственную линию выпуск верхних и нижних усиливающих пластин, которые распределяют нагрузку по большей площади корпуса, предотвращая вырывание крепежных элементов. Такой подход устраняет коренную причину поломки, а не просто маскирует симптом.
Критические параметры выбора: от материала до сертификации
При закупке металлических комплектующие для холодильного оборудования различного типа инженеры должны обращать внимание на три ключевых параметра, которые напрямую влияют на надежность конечного изделия. Первый параметр — предел текучести материала. Для петель, работающих в условиях низких температур (до -40°C), обычная конструкционная сталь становится хрупкой. Мы рекомендуем использовать стали с добавлением марганца или никеля, сохраняющие вязкость при глубокой заморозке. Второй параметр — точность штамповки отверстий под ось. Допуск не должен превышать ±0.05 мм, иначе возникнет неравномерный износ, который невозможно компенсировать регулировкой. Третий параметр — тип антикоррозийного покрытия. Для бытовых холодильников достаточно пассивации, но для промышленного оборудования, работающего во влажных средах, обязательно горячее цинкование или нанесение порошковой краски.
Сертификация играет роль фильтра надежности. Наличие сертификата ISO 9001 у поставщика гарантирует, что каждая партия проходит входной контроль сырья и выходной контроль геометрии. Однако для рынка России и ЕАЭС критически важно соответствие стандартам ГОСТ или наличие декларации ЕАС. Отсутствие этих документов может привести к задержкам на таможне или отказу в приемке товара крупными сетевыми ритейлерами. В ассортименте нашего производства присутствуют не только сами шарниры, но и фиксирующие держатели компрессоров для морозильников. Эти компоненты, хоть и не являются частью дверного механизма, напрямую влияют на общую вибрационную нагрузку на корпус. Если компрессор закреплен ненадежно, возникающая вибрация ускоряет разрушение сварных швов петель. Поэтому комплексный подход к снабжению металлическими штампованными изделиями позволяет избежать дисбаланса нагрузок в конструкции холодильника.
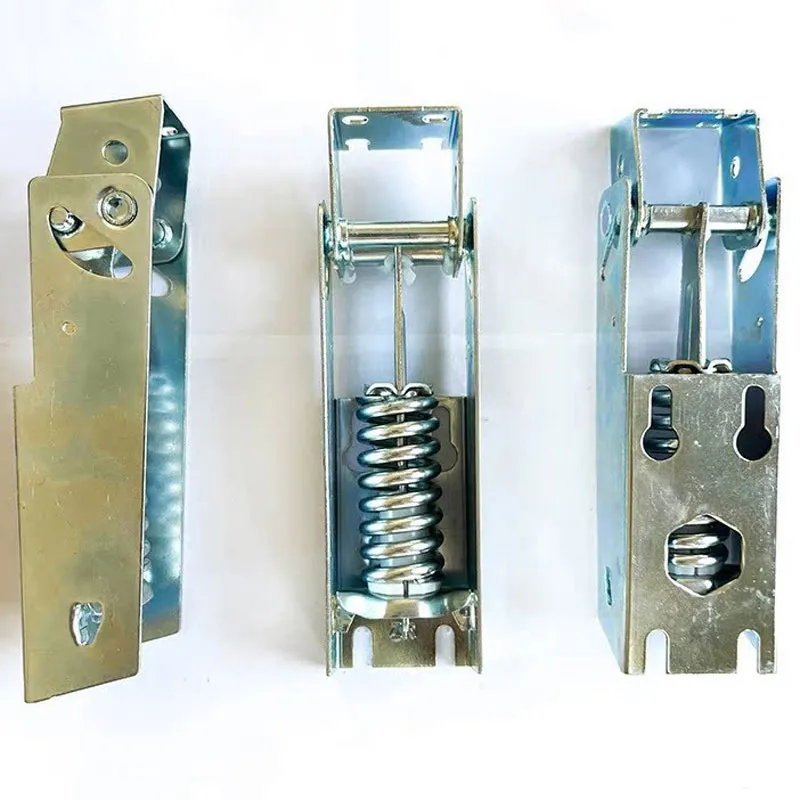
Сравнение типов конструкций: пружинные vs инерционные механизмы
Выбор между пружинными петлями и классическими инерционными механизмами зависит от конкретного сегмента рынка, для которого производится холодильник. Пружинные варианты обеспечивают автоматическое доведение двери до закрытого положения, что критически важно для коммерческого оборудования, где персонал может забыть плотно закрыть камеру. Однако они создают дополнительную постоянную нагрузку на ось, требуя более мощных усиливающих пластин. Классические петли проще в обслуживании и дешевле, но требуют от пользователя большего усилия для полного захлопывания двери. Ниже приведена сравнительная таблица, основанная на наших испытаниях различных модификаций:
| Параметр сравнения | Пружинные петли (автоматические) | Классические инерционные петли | Усиленные петли для промышленных камер |
|---|---|---|---|
| Ресурс циклов (открываний) | 150,000 – 200,000 | 300,000 – 500,000 | До 1,000,000 |
| Стоимость комплекта | Высокая (на 40-60% дороже) | Низкая (базовый вариант) | Средняя/Высокая (зависит от стали) |
| Требования к монтажу | Высокие (нужна точная регулировка натяжения) | Низкие (прощает ошибки сборки) | Средние (требуется контроль соосности) |
| Применение | Бытовые холодильники, витрины | Бюджетные модели, старые серии | Промышленные морозильники, склады |
| Риск отказа | Излом пружины через 3-4 года | Износ оси (медленный процесс) | Минимальный при правильном монтаже |
Анализируя данные таблицы, можно сделать вывод: для массового сегмента бытовых холодильников малого и среднего формата оптимальным выбором остаются модернизированные классические петли с улучшенной геометрией оси. Попытка удешевить продукт за счет установки слабых пружинных механизмов часто приводит к тому, что через два года дверь перестает плотно закрываться. С другой стороны, для холодильных камер большого формата и духовых шкафов, где вес двери значителен, использование специализированных усиленных решений является обязательным условием безопасности. Наша компания выпускает корпуса шарниров малого, среднего и большого размеров, адаптированные под различные типы нагрузок, что позволяет клиентам выбирать оптимальное решение без переплаты за избыточные характеристики.
Типичные ошибки монтажа и их влияние на гарантию
Даже самая качественная петля для холодильника выйдет из строя prematurely, если монтаж выполнен с нарушениями технологии. Самая распространенная ошибка, которую мы фиксируем при анализе возвратов, — это перетяжка крепежных болтов. Сборщики на конвейере, стремясь обеспечить жесткость соединения, используют пневмоинструмент с моментом затяжки, превышающим расчетный на 30–40%. Это приводит к микротрещинам в теле петли или деформации резьбовых отверстий в корпусе холодильника. В результате, при первой же серьезной нагрузке (например, когда пользователь повисает на двери, чтобы достать продукт с нижней полки), металл лопается именно по линии напряжения. Правильный момент затяжки должен контролироваться динамометрическим ключом и составлять обычно 4–6 Н·м для бытовых моделей и до 12 Н·м для промышленных.
Вторая критическая ошибка — игнорирование соосности верхней и нижней опор. Если оси не находятся на одной вертикальной линии, дверь будет стремиться открыться или закрыться самостоятельно, создавая постоянную боковую нагрузку на подшипник скольжения. Это вызывает быстрый износ и появление характерного скрипа. Для предотвращения этого необходимо использовать специальные шаблоны или кондукторы при сверлении отверстий под крепление. Также стоит упомянуть проблему совместимости запорных петель дверей холодильных камер с существующими корпусами. При замене старых моделей на новые часто выясняется, что геометрия ответной части изменилась. В таких случаях требуется замена всего комплекта, включая ответные планки на корпусе шкафа. Мы поставляем крышки корпусов блоков питания и другие металлические штампованные изделия, отличающиеся высоким качеством обработки, что обеспечивает отличную адаптивность наших компонентов к различным конструктивным решениям производителей холодильной техники.
Часто задаваемые вопросы
Какой минимальный объем партии (MOQ) для заказа петель?
Для стандартных моделей петель для холодильников малого и среднего формата минимальный объем партии составляет 1000 штук. Это обусловлено необходимостью переналадки пресс-форм и проведения выборочных испытаний каждой партии. Для крупных проектов и долгосрочных контрактов мы готовы рассмотреть индивидуальные условия и снизить порог входа, однако это требует предварительного согласования с отделом продаж. Заказы менее 500 штук обычно нецелесообразны с экономической точки зрения из-за высоких логистических расходов на единицу продукции.
Соответствуют ли ваши петли экологическим стандартам RoHS?
Да, все наши металлические комплектующие полностью соответствуют директиве RoHS. Мы не используем свинец, кадмий, ртуть и другие запрещенные вещества в процессах гальваники и покраски. Каждую партию сопровождает протокол лабораторных испытаний, подтверждающий отсутствие вредных элементов. Это позволяет нашим клиентам беспрепятственно поставлять готовую технику на рынки Европейского Союза и другие регионы с жесткими экологическими требованиями.
Можно ли заказать петли с индивидуальным логотипом или измененной геометрией?
Безусловно. ООО Циндао Минда Точная промышленность обладает собственным конструкторским бюро и инструментарием для разработки изделий под заказ. Мы можем изменить конфигурацию усиливающих пластин, добавить фирменное клеймо или адаптировать посадочные места под специфические требования вашего проекта. Срок разработки новой оснастки составляет от 15 до 25 рабочих дней в зависимости от сложности чертежа. Перед запуском в серию мы обязательно предоставляем опытные образцы для утверждения заказчиком.
Как обеспечить долгосрочную надежность вашего оборудования
Надежность холодильного оборудования складывается из тысяч мелочей, и петлевой узел является одним из самых нагруженных элементов конструкции. Выбор качественного поставщика, который понимает физику процессов и предлагает не просто деталь, а инженерное решение, позволяет избежать дорогостоящих гарантийных случаев в будущем. Интеграция усиленных пластин, правильный подбор материала и соблюдение технологий монтажа создают запас прочности, который окупается многолетней безотказной работой устройства. Не стоит рисковать репутацией бренда ради экономии на компонентах, стоимость которых в конечном продукте ничтожна.
Мы готовы предоставить технические консультации, образцы продукции и расчет стоимости партии для вашего конкретного проекта. Свяжитесь с нами сегодня, чтобы обсудить детали сотрудничества и получить актуальный прайс-лист на металлические комплектующие. Вы также можете ознакомиться с полным каталогом нашей продукции, включая высококачественные петли для холодильников, на нашем сайте.