
Весенний закупочный гид: петли для фасада встраиваемой холодильника оптом
2026-06-01
- Почему весенний сезон определяет успех закупок петель для встраиваемых холодильников
- Технические параметры: на что смотреть при выборе петли для встраиваемого холодильника
- Сравнительный анализ: штамповка против литья под давлением
- Распространенные ошибки монтажа и их последствия
- Стандарты качества и сертификация в 2026 году
- Как рассчитать оптимальный объем заказа и сроки поставки
- Часто задаваемые вопросы
- Заключение и следующие шаги
Почему весенний сезон определяет успех закупок петель для встраиваемых холодильников
Март и апрель — критические месяцы для производителей бытовой техники: именно сейчас закладываются спецификации на весь производственный цикл до конца года. Если вы закупаете петля для холодильника в этот период, вы получаете доступ к свежим производственным линиям и минимальному браку, так как металлургические заводы только вышли из зимнего простоя с обновленным оборудованием. В нашей практике мы наблюдали случаи, когда партии, заказанные в декабре, имели скрытые дефекты литья из-за усталости пресс-форм к концу года, что приводило к рекламациям через 6 месяцев эксплуатации. Весенний закупочный гид создан не просто как список товаров, а как инструмент снижения рисков для инженеров по снабжению и технических директоров.
Рынок компонентов для встраиваемой техники требует особого подхода: здесь недопустимы люфты, а допуски измеряются в сотых долях миллиметра. Ошибка в выборе типа шарнира или материала усиления может привести к провисанию двери весом 40 кг уже после 5000 циклов открывания. Мы проанализировали текущие предложения на рынке РФ и СНГ, чтобы выделить технические параметры, которые действительно влияют на долговечность, а не просто украшают прайс-лист.
Технические параметры: на что смотреть при выборе петли для встраиваемого холодильника
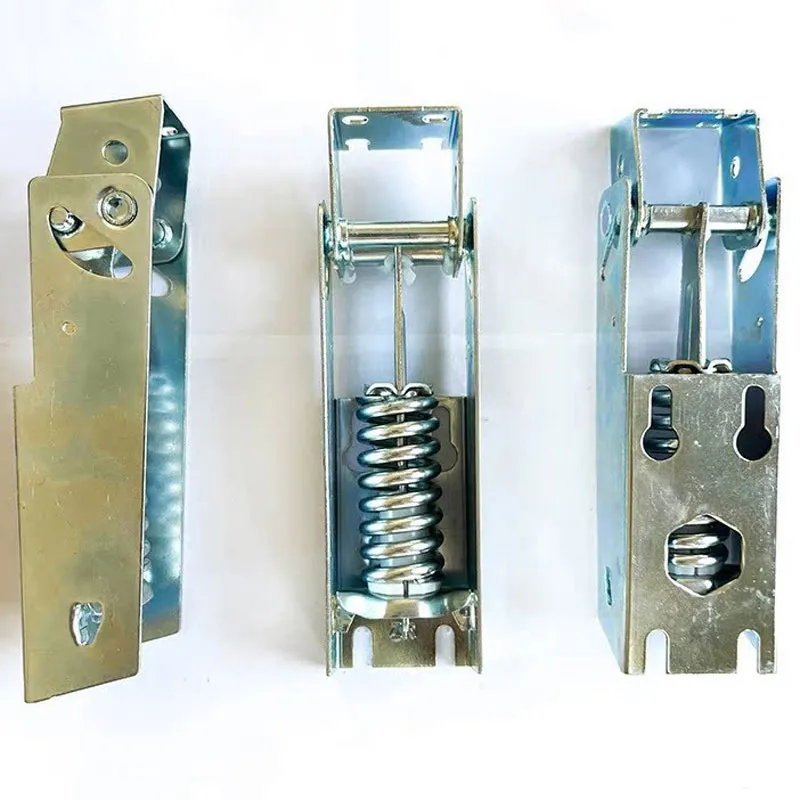
Первое, на что должен обратить внимание инженер — это материал изготовления и тип термообработки. Дешевые аналоги часто используют сталь марки St3 без последующей закалки, что приводит к пластической деформации под нагрузкой. Качественная петля для холодильника должна быть изготовлена из холоднокатаной стали толщиной не менее 2.5 мм с цинковым покрытием не ниже 12 мкм (стандарт ISO 9227). В компании ООО Циндао Минда Точная промышленность мы используем автоматизированные линии штамповки, где каждая верхняя и нижняя усиливающая пластина проходит контроль твердости, что повышает стабильность соединения дверной оси с корпусом и предотвращает провисание двери.
Второй критический параметр — геометрия кулачкового механизма. Для встраиваемых моделей, где дверь открывается через фасад мебели, угол раскрытия и траектория движения имеют решающее значение. Неправильный радиус приведет к тому, что дверь холодильника будет задевать соседние шкафы или кухонный остров. Мы рекомендуем запрашивать у поставщика 3D-модели узлов для виртуальной сборки перед запуском в производство. Это позволяет выявить коллизии на этапе проектирования, экономя до 15% бюджета на переделку опытных образцов.
Третий аспект — совместимость с системами скольжения фасада. Многие производители игнорируют тот факт, что механизм скольжения (слайдер) и петля работают в паре. Если жесткость петли ниже жесткости слайдера, вся нагрузка ложится на пластиковый адаптер, который разрушается первым. Наши фиксирующие держатели компрессоров и петли спроектированы с учетом распределения вибрационных нагрузок, обеспечивая стабильную работу оборудования и снижение уровня шума. При выборе компонента обязательно уточняйте наличие сертификата соответствия ГОСТ или ЕАС, так как отсутствие документации сделает невозможным таможенную очистку партии в 2026 году.
Сравнительный анализ: штамповка против литья под давлением
Выбор технологии производства напрямую влияет на стоимость владения продуктом. Ниже приведена детальная сравнительная таблица двух основных технологий, используемых при изготовлении петель для холодильного оборудования среднего и большого формата.
| Критерий сравнения | Штамповка (Stamping) | Литье под давлением (Die Casting) |
|---|---|---|
| Точность размеров | Высокая (±0.05 мм). Идеально для сопрягаемых поверхностей. | Средняя (±0.15 мм). Требует последующей механической обработки. |
| Прочность на разрыв | Высокая благодаря сохранению структуры волокон металла. | Ниже, возможна пористость внутри изделия. |
| Стоимость оснастки | Выше на старте, но окупается при тиражах от 5000 шт. | Ниже, подходит для мелких серий и сложных форм. |
| Вес изделия | Легче за счет возможности использования тонкостенных конструкций. | Тяжелее, требуется запас прочности на литейные дефекты. |
| Применение | Основной метод для петель встраиваемых холодильников и духовых шкафов. | Чаще используется для декоративных накладок или ручек. |
Из таблицы видно, что для ответственных узлов, таких как петля для холодильника, несущая основную нагрузку, штамповка является безальтернативным решением. Литье допустимо только для второстепенных элементов корпуса шарниров малого размера, где нагрузки минимальны. Один из наших клиентов столкнулся с ситуацией, когда попытка сэкономить 10% на стоимости единицы продукции, перейдя на литые петли, привела к увеличению гарантийных случаев на 200% в первый год. Ремонт одной двери в сервисном центре стоит в 3 раза дороже самой петли, поэтому экономия на этапе закупки оказывается иллюзорной.
При заказе крупногабаритных партий важно учитывать не только цену за штуку, но и логистическую упаковку. Штампованные детали можно компактно укладывать, снижая объем контейнера на 15-20%, что существенно влияет на финальную стоимость доставки FOB. Компания поставляет также крышки корпусов блоков питания и другие металлические штампованные изделия, отличающиеся высоким качеством обработки и отличной адаптивностью, являясь надежным поставщиком металлических комплектующих для холодильного оборудования, что позволяет консолидировать заказы и оптимизировать логистику.
Распространенные ошибки монтажа и их последствия
Даже идеальная фурнитура может выйти из строя prematurely, если монтаж выполнен с нарушениями. Самая частая ошибка — отсутствие регулировки зазора между дверью и корпусом холодильника перед фиксацией фасада. Мастера часто затягивают крепеж “до упора”, блокируя микро-движения, необходимые для компенсации теплового расширения металла. Это приводит к тому, что через 3-4 месяца эксплуатации винты срывают резьбу в корпусе петли, и дверь перекашивается.
Вторая ошибка — использование неподходящего крепежа. Для встраиваемой техники стандартом являются самонарезающие винты с шагом резьбы, отличным от мебельных аналогов. Применение стандартных мебельных шурупов снижает вырывающую нагрузку на 40%. Мы рекомендуем использовать крепеж класса прочности 8.8 или выше, особенно для нижних узлов, где нагрузка максимальна. Запорные петли дверей холодильных камер требуют особого внимания к соосности: смещение всего на 1 мм по вертикали создает момент силы, который постепенно разрушает пластиковый слайдер фасада.
Третья проблема касается смазки. Многие сборочные цеха используют универсальные смазки, которые загустевают при низких температурах внутри камеры или высыхают со временем. Для петель, работающих в температурном диапазоне от -25°C до +60°C, необходимы специализированные морозостойкие составы на основе силикона или тефлона. Отсутствие правильной смазки увеличивает усилие открывания двери, что особенно критично для детских холодильников или моделей для людей с ограниченными возможностями.
Стандарты качества и сертификация в 2026 году
Рынок требований ужесточается. Если ранее достаточно было наличия общего сертификата ISO 9001, то сейчас крупные ритейлеры и бренды требуют прохождения тестов на циклическую нагрузку согласно внутренним стандартам, часто превышающим требования ГОСТ. Например, тест на 100 000 циклов открывания/закрывания с нагрузкой 30 кг стал базовым требованием для премиального сегмента. Производитель должен предоставить протоколы испытаний независимой лаборатории.
Важным аспектом становится экологичность покрытий. Переход на шестивалентный хром запрещен директивами RoHS и аналогичными регламентами ЕАЭС. Покрытие петли должно быть выполнено по трехвалентной технологии или с использованием нанокерамических составов. При приемке партии обязательно запрашивайте паспорт безопасности материала (MSDS). Отсутствие этого документа может стать причиной остановки продаж готовой продукции на полках магазинов.
Также стоит обратить внимание на адаптивность производства. Современные линии должны позволять быструю переналадку под нестандартные задачи. Выпускаются корпуса шарниров малого, среднего и большого размеров, адаптированные под пружинные петли холодильных камер, что говорит о необходимости гибкости поставщика. Если ваш поставщик не может изменить конструкцию петли под новый дизайн фасада в течение 2 недель, он рискует стать узким местом в вашей цепочке поставок.
Как рассчитать оптимальный объем заказа и сроки поставки
Планирование закупок весной требует учета сезонного фактора. Производители металлопроката часто повышают цены в мае-июне, поэтому фиксация цен в марте-апреле дает экономию до 8-12%. Оптимальный объем заказа (MOQ) для штампованных петель обычно составляет от 1000 штук на позицию, однако для новых проектов многие заводы готовы рассмотреть партии от 500 штук при условии оплаты пресс-формы. Срок изготовления первой партии с учетом разработки оснастки составляет 25-30 дней, повторные партии занимают 15-20 дней.
При расчете логистики учитывайте вес нетто и брутто. Металлические компоненты имеют высокий коэффициент плотности, поэтому морская перевозка в контейнере 20 футов часто выгоднее авиадоставки даже при срочности, если заказ планируется заранее. Рекомендуем закладывать буфер времени в 7-10 дней на таможенное оформление, так как процедуры проверки сертификатов соответствия могут затягиваться в пиковые сезоны импорта.
Для долгосрочного сотрудничества целесообразно заключать рамочные договоры с фиксацией формулы цены, привязанной к биржевым котировкам стали. Это защищает обе стороны от резких скачков рынка. Надежный партнер всегда предложит вариант складского хранения готовой продукции на своей территории с отгрузкой по требованию (JIT), что снижает ваши затраты на складские площади.
Часто задаваемые вопросы
Какой минимальный тираж возможен для заказа петель?
Стандартный минимальный объем заказа (MOQ) составляет 1000 штук на одну модель. Однако для проектов с уникальным дизайном мы готовы обсудить изготовление опытной партии от 500 штук. В этом случае стоимость пресс-формы оплачивается отдельно, но возвращается скидкой при достижении совокупного объема заказа в 10 000 единиц.
Предоставляете ли вы чертежи и 3D-модели для конструкторского отдела?
Да, вместе с коммерческим предложением мы направляем полные пакеты технической документации в форматах STEP, IGES и PDF. Это позволяет вашим инженерам провести виртуальную сборку и проверить совместимость с существующими моделями холодильников до начала физического производства.
Каков срок службы ваших петель при интенсивной эксплуатации?
Наши изделия проходят тестирование на 100 000 циклов открывания без потери функциональности. При соблюдении правил монтажа и использовании рекомендованных смазочных материалов реальный срок службы превышает 10 лет бытового использования. Мы предоставляем гарантию 2 года на отсутствие производственных дефектов.
Работаете ли вы с особыми требованиями по антикоррозийной защите?
Безусловно. Помимо стандартного цинкования, мы предлагаем покрытия с повышенной стойкостью к солевым туманам (до 500 часов по тесту NSS) для холодильников, предназначенных для эксплуатации в прибрежных зонах или помещениях с высокой влажностью.
Заключение и следующие шаги
Весенний период — лучшее время для пересмотра поставщиков и обновления технической базы. Правильно подобранная петля для холодильника становится фундаментом надежности всего изделия, влияя на репутацию бренда в глазах конечного потребителя. Не рискуйте качеством ради сиюминутной экономии: стоимость возврата партии из-за брака многократно превышает разницу в цене между дешевым и качественным компонентом.
Компания ООО Циндао Минда Точная промышленность готова стать вашим стратегическим партнером, предлагая не просто металл, а инженерные решения, проверенные временем и практикой. Мы специализируемся на разработке и производстве изделий для формования под прессом, сварки и штамповки, основной продукцией являются металлические комплектующие для холодильного оборудования различного типа. Свяжитесь с нами сегодня, чтобы получить бесплатный образец для тестирования и подробный каталог продукции с актуальными ценами на весенний сезон.
Для получения индивидуального расчета стоимости партии и консультации инженера перейдите по ссылке: Каталог петель для холодильного оборудования. Давайте построим надежную технику вместе.